在生产管理系统JIT理论的优缺点、生产管理系统TOC理论的优缺点、生产管理系统MRPⅡ理论技术的优缺点、生产管理系统中MRPⅡ TOC和JIT的定位分析几篇文章中我们对JIT、TOC、MRPⅡ理论的优缺点和生产管理系统中MRPⅡ、TOC和JIT理论的定位进行分析进行了介绍。
根据生产计划与控制不同层次的要求,本文提取出MRPⅡ、TOC和JIT三者思想中的合适策略,并加以相互融合,构成一种新的生产管理方法——MTJ集成生产管理系统(MTJ是以MRPⅡ、TOC和JIT各自前3个字母的缩写组合而成,代表对三者思想的融合、继承与发展)。图1为在MTJ方法指导下构建的生产计划管理与控制的集成模型。在此模型中,通过订单管理接收客户的订单,结合市场的预测产生订单需求,得到主生产计划(Master Production Schedule,MPS)。此处的MPS可能与实际产能限制相差甚远,因此,通过无限能力法倒排计划,首先识别系统的瓶颈,再根据瓶颈产能的限制及瓶颈产销率最大化确定订单的优先级,据此修正订单的负荷,得到符合实际生产能力的生产计划,称为MPSⅡ。显见,MPSⅡ在能力平衡的逻辑和能力平衡的对象上,与MRPⅡ中传统的MPS有所不同,所以加Ⅱ以示区分。
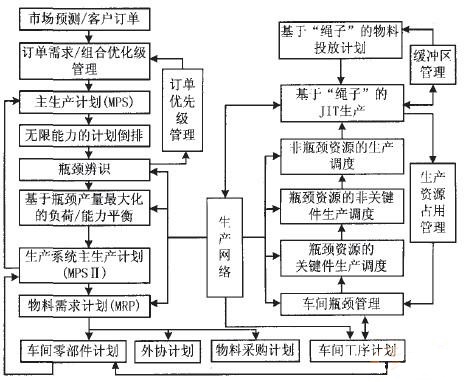
MTJ集成生产管理系统定好了MPSⅡ,根据生产网络得到MRP。再根据MRP确定车间零部件计划、外协计划和物料采购计划。车间工序计划是车间零部件计划的细分,除了对零部件计划进行BOM分解外,还要考虑车间生产能力的限制。如果车间能力现状无法编制合理的工序计划,则反馈给车间零部件计划进行调整,直至得到合理的工序计划。
MTJ集成生产管理系统基于TOC的车间计划编制与生产作业调度以车间工序计划为源头,先安排瓶颈资源的关键件生产进度计划,再编制瓶颈资源上非关键件的生产进度计划,最后根据瓶颈的生产节奏编制非瓶颈资源的生产进度计划,控制非瓶颈生产与瓶颈资源同步。
MTJ集成生产管理系统的生产计划执行和现场控制以JIT哲理为主,融合TOC理论中的瓶颈、绳子、缓冲及缓冲区管理来实现。采用绳子逐道工序地传递瓶颈的需求,各工序得到瓶颈的指令后,再按鼓的节奏组织生产,补充瓶颈所需的物料,在合适的时间传送到合适的地点,实现准时生产。
了解更多相关信息,请点击生产管理系统,或拨打 进行咨询。